
Le « Stringing » ou l’impression 3D chevelue
Le « Stringing » est difficilement traduisible en français. En anglais on appelle également ce phénomène « hairy prints » mais je vous déconseille de chercher cette expression sur le net au bureau, sans activer le contrôle parental.
Je pense que « impression 3D chevelue » est l’expression qui traduit le mieux ce problème mais parfois l’expression « cordage » est utilisée; cette expression est la traduction littérale de « stringing ». Rien à voir cependant avec la théorie des cordes, à moins que vous soyez en train de mettre au point une imprimante 3D quantique. La superposition des états quantiques comme alternative à la superposition des couches de plastiques.
Mais revenons sur Terre. L’apparition d’une tignasse se produit lorsque de petits fils de plastique, fins comme des cheveux, s’érigent sur votre modèle imprimé en 3D. Cela est généralement dû à un suintement du plastique hors de la buse tandis que l’extrudeuse se déplace vers une nouvelle position.
Pour éviter ce suintement, il existe plusieurs méthodes. Tout d’abord, il faut tester une température d’extrusion inférieure. L’impression 3D chevelue est souvent le signe d’une température trop élevée. Baissez la de 5°C à 10°C, testez et recommencez si nécessaire.
Si vous ne parvenez toujours pas à régler votre problème capillaire, alors il faut intervenir de façon logicielle. L’objectif est de tirer un peu sur le fil de façon à vider la chambre chaude de tout plastique en fusion à chaque fois que la buse se déplace sans imprimer. Cette contre-mesure s’appelle la rétractation en français et « rétraction » en anglais. Sous Simplify3D, il faut cliquer sur l’option « Edit Process Settings » puis sur l’onglet « Extruder » afin de vérifier si la rétractation est bien activée.
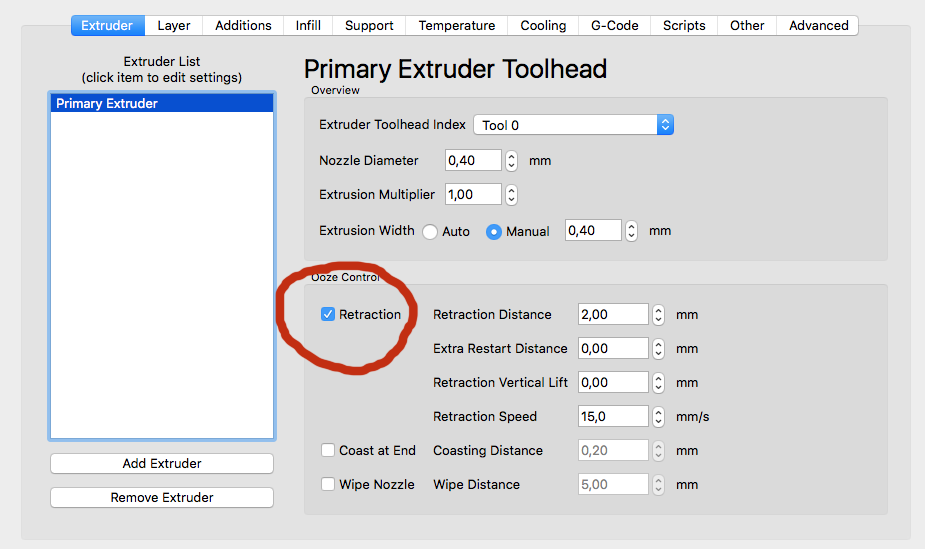
Un des réglages le plus important dans ce tableau est la distance de rétractation (Rétraction Distance). Tentez d’augmenter cette distance par pas de 1mm tant que le phénomène de la chevelure indésirable diminue.
Sur ce panneau, vous pouvez voir un autre réglage sur lequel vous pouvez intervenir : la vitesse de rétractation (Rétraction Speed). Si celle-ci n’est pas assez élevée, il reste du plastique en fusion dans la chambre chaude et le suintement continue lors de déplacement de la buse. Attention cependant à ne pas dépasser la vitesse optimale au delà de laquelle le filament se désolidarise de la partie en fusion. En d’autres termes, l’imprimante 3D se désamorce et vous pouvez être sûrs qu’il manquera du plastique à votre objet quand il faudra recommencer à imprimer. Le standard se situe de 20 à 100mm/s. (Sur le panneau présenté, la vitesse est réglée à 15mm/s car j’utilise un filament professionnel.)
La dernière chose à voir est l’optimisation de la distance des déplacements « à vide » de la buse. Nous avons vu que c’est pendant ces déplacements que le suintement se produit. Si le trajet est court, pas de problème, le plastique en fusion n’a pas le temps de quitter le buse. Cependant, le risque de suintement est proportionnel à la distance parcourue par la buse sans imprimer.
Cette optimisation des parcours est heureusement calculée par votre logiciel. Tous ne sont pas aussi performants et ici encore, Simplify3D excelle. Cliquez sur l’onglet « Advanced » puis cochez l’option « Avoid crossing outline for travel movement » que je traduirais dans mon anglais approximatif par : « Éviter les grandes lignes croisées pour les trajets de positionnement ».
(Je suis preneur d’une meilleure traduction 😕 )
Et voilà un passage chez le coiffeur rondement mené! Merci qui? Merci 3DPrint4Ever.fr !







« Avoid crossing outline for travel movement ». Outline veut dire ici contour et crossing est le verbe traverser. Une traduction pourrait être « éviter de sortir des contours de la pièce pour les mouvements de positionnement » histoire que les suintements de la buse se fassent au dessus de la pièce plutôt que dans le vide. 😉
Merci pour ce sujet très instructif et très clair de surcroît!
Merci pour l’article, ça m’a permis de confirmer ce que je pensais