
Impression 3D et ABS: choisir les bonnes températures
Le filament ABS donne les meilleurs résultats, à tout point de vue… A condition de maitriser votre imprimante et surtout les températures.
La température ad hoc est la clé d’une impression réussie.
Le problème est qu’il n’existe pas de température a priori. La température idéale dépendra de multiples facteurs:
- de la qualité du filament ABS
- de la couleur du filament
- de la qualité de vos sondes
- de l’absence ou de la présence de carénage
- de la taille de l’objet imprimé
- de la température ambiante!
C’est l’expérience qui vous permettra de déterminer les températures adéquates pour l’extrudeur et le lit d’impression.
Contrairement à ce que l’on pense souvent, les plus hautes températures ne sont pas souvent les meilleures. En effet, sur une imprimante non carénée, il faut au contraire chauffer modérément.
Si le lit est trop chauffé, l’ABS sera sujet à un retrait important et l’objet n’adhérera jamais au lit d’impression.

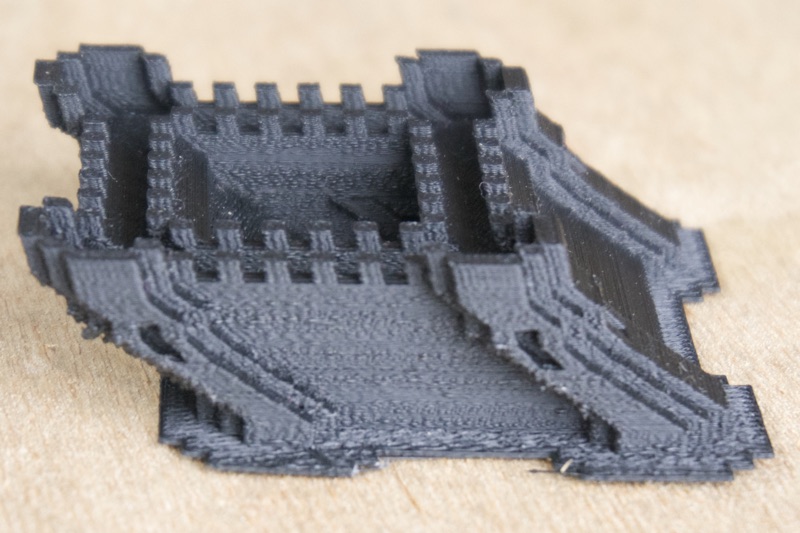
De la même façon, trop chauffer l’extrudeur entraine des malformations à vos objets:
Le problème ne se pose pas si vous utilisez une imprimante carénée avec une chambre d’impression chauffée.
Dans le cas contraire, si vous rencontrez des problèmes de ce genre, tentez de réduire progressivement les températures. Avec la LeapFrog du bureau, nous obtenons des résultats optimaux avec une température d’extrudeur de 210°C et avec un lit chauffé à 70°C et tout ceci avec du filament Optimus qui recommande pourtant des températures de fonctionnement un peu plus élevées que pour les concurrents plus bas de gamme.
Bien évidemment, chauffer correctement votre partenaire couineuse demande du doigté et votre objet ne s’érigera pas correctement à le première impression. Chaque jour, sur le lit, remet ton ouvrage. Vous devrez apprendre de votre imprimante 3D autant qu’elle devra apprendre de vous.
Merci qui? Merci 3Dprint4Ever.fr!









Je viens justement d’avoir une conversation avec Dominique Droniou (TH Industries) à ce sujet!
Il me dit qu’il chauffe l’extruder à 270°C et le lit à 120°C avec sa A2 (isolée) mais il monte également l’extruder de sa petite UP à 270°C.
Quoi?! Dis tout de suite que je raconte des conneries!
Blague à part, ça veut simplement dire que ton ABS est absolument génial.
Ha mince, j’avais dit « blague à part ».
Honnêtement, je ne suis jamais monté à de telles températures. Peut-être que l’on passe un seuil. N’étant pas chimiste, je ne peux pas t’en dire plus. Ha si, paie moi une nouvelle imprimante, comme ça je te ferai gratuitement des tas de tests. Hein, t’en penses quoi?
Je confirme aussi bien sûr ma a2 que la up je tourne très chaud! Car faut que j’aille vite ! J’ai des sous a gagner. …
J aimerai bien pouvoir faire le test sur la nouvelle leapfrog hs mais comment dire elle porte bien son nom car elle est en panne. Plus sérieusement, effectivement l’expérience permet de savoir comment faire tourner sa machine et sa matière. Mais c’est long et fastidieux. C’est pour ça quand j’ai une matière qui marche bien j’hésite a changer. … robin tu en es où sur ton suivi des diamètres de fils car je voudrai bien faire vivre une boutique francaise et non une chinoise et une allemande!!! (Depuis que j’ai ma a2 j’ai consomme 12 kg de matière en 2 mois)
Salut Dominique,
Je ne voulais pas t’embêter pendant les fêtes. Je t’envoie une nouvelle bobine de 2,3kg d’ABS blanc 3mm. Le diamètre est -à priori- toujours inférieur à 3mm et supérieur à 2,85mm. Je pense que nous touchons au but. Cependant même en 2,3kg au lieu de 2,5kg, les joues de la bobine me semble encore un peu petite. Tu me diras ce que tu en penses.
@Yoan: (désolé pour le squat de ta zone de commentaires! 🙂 ) Pourrais-tu bidouiller un truc, de façon à ce que l’on soit prévenu des nouveaux commentaires? J’ai failli rater celui de Dominique.
merci robin! Je te rassure je galère avec de l’ABS italien qui bouche ma buse!
Bonne idée, et un petit mail pour dire qu’il y a un nouveau post!
Bonjour 🙂
La 2e photo (« trop chauffer l’extrudeur entraine des malformations à vos objets ») m’intrigue beaucoup…
J’ai toujours imaginé que ce problème résultait de soucis mécaniques ou même logiques (mauvais paramétrage des moteurs).
Comment le fait que la température de l’extrudeur soit trop élevée peut-il causer cet effet « penché » ?
Bonsoir,
(La photo exagère l’effet.) Pour le reproduire, il faut pousser la température de l’extrudeur et ralentir ou couper les ventilateurs. Imagine une crotte fraiche: elle est parfaite à l’extrusion mais rapidement elle s’écrase.
hello!
j’utilise les mêmes t° sur ma leapfrog et c’est pas mal!
par contre, j’ai un soucis de calibrage de la table. lorsque que je la calibre (avec une feuille de papier que je fais glisser sous la buse), j’ai le Z à zero, mais quand je lance une impression, en fonction de la pièce il met le Z à 0.2, ou 0.38, etc etc.
comment faire pour lancer toute les impression à Z zéro? j’utilise simplify 3D dernière version.
ps : le lit est légèrement gondolé vous aussi sur la leapfrog 1er version?
merci!
Salut,
Je calibre à vue et je rectifie selon le résultat de la première impression. J’ai le sentiment que le cadre « position Readout » de Simplify 3D affiche des données un peu fantaisistes…
Sinon, non le lit de notre Creatr n’est pas gondolé.
Vous avez des soucis d’impression ou tout fonctionne bien malgré tout?
PS: une nouvelle version de Simplify 3D vient de sortir…
Ca imprime parce ce que j’utilise un raft. Et oui j’ai la dernière version et j’attendais la modif qui permet a présent de choisir l’extrudeur de notre choix pour le raft (j’utilise du hips pour le dissoudre sans abimer la pièce).
mais bon j’ai eu beaucoup de soucis avec cette imprimante : carte mère grillée au niveau du branchement d’un des extrudeurs donc j’avais plus qu’un extrudeur qui chauffait sur deux. La j’ai la pointe d’une buse qui vient de « péter » ca fait que j’ai un fil d’1mm d’épaisseur mtn ^^ (j’ai commandé une nouvelle paire, quand j’allume la lumière du bureau l’imprimante s’arrête en plein usinage avec un message « firmware unresponsive », et bien d’autre surprise encore !
« merci qui? merci leapfrog creat 1er génération! »
Vous utilisez quel logiciel?
Ici nous utilisons également Simplfy3D.
Vous n’avez vraiment pas de chance avec la machine!
Sinon, sans vouloir polémiquer, j’ai systématiquement des soucis quand la Creatr est branchée à un PC sous windows (7 ou 8), des tas de déconnexions intempestives.
Depuis que nous n’utilisons que des Macs, plus aucun problème. J’ai tenté un jour d’utiliser une machine virtuelle sous windows, tout en imprimant: déconnexion!
C’est donc bien windows qui pose problème. C’est d’ailleurs la raison pour laquelle certains constructeurs, comme Volumic3D, conseillent d’imprimer via une carte SD qui contient les données de l’objet à imprimer.
Ce problème n’est pas propre à la Creatr, il touche toute les imprimantes connectées à un PC sous windows. Parfois ça fonctionne mais si l’environnement électromagnétique change, c’est la déconnexion assurée…
salut: concernant Windows, je me mets en porte à faux. le mien tient très bien. bon Windows 7 64 bits.. avec repetier.
le fait de mettre ca dans une machien virtuelle sous mac, c’est vraiment chercher les ennuis. ce n’est pas tant Windows qui est fautif que ton mac qui a surement du perdre à un moment la gestion des ports serie, d’où perte de contact de la vm Windows avec l’imprimante.
concernant les impressions ABS, j’ai résolu les problèmes de formes ou de déformation en mettant en place une semelle sous et autour de la piece. il faut bien sur eviter tout ce qui est chanfrein au nivau du contact avec le lit, qui sont autant de zone de fragilité et de creation de contraintes de décollement.ca tire très fort, l’abs quand ca se rétracte.
par contre, ce que je n’arrive pas à gérer, c’est les criques qui apparaissent lors du refroidissement.
j’essaie de faire des pièces qui ont un certain volume, 80*110*60mm et ces criques me posent vraiment des problèmes existencielles, car non seulement, elles abiment le rendu final qui sans cela serait vraiment trop top, mais en plus fragilisent la pièce.
donc si quelqu’un à trouvé une méthode pour éviter ces problèmes, je suis preneur.
ha, les températures: buse de 0,4 à 240° lit 110°
au dessus, à 250°, l’ABS se dégrade et les pièces deviennent friables..
en dessous, 220°, la pièces cree est aussi friable qu’un mille feuille..
Salut Christian,
Je ne suis pas sûr de comprendre les termes que tu utilises. Pour moi un chanfrein, c’est une petite surface obtenue en abattant une arrête. Si tu as la même définition, pourrais-tu tenter d’expliquer la raison pour laquelle un chanfrein accentue le phénomène de retrait?
Je n’ai pas constaté cela mais j’imprime quasi systématiquement un raft. J’imagine que c’est ce que tu appelles « semelle »? Et effectivement cela résout bien des soucis de retrait.
La où je sèche complètement, c’est ce que tu appelles « criques ». C’est quoi?
Quant à l’ABS qui se dégrade au dessus de 250°C pour le coup, il n’y a aucun doute: l’ABS que tu utilises est très très mauvais. Avec du haut de gamme tu peux monter à 280°C sans problème.
Et enfin, pour en revenir à Windows, il s’agit d’un constat de notre part: Avec Windows, plein d’emmerdes; avec OSX plus aucune emmerde. Je n’ai pas d’explication, c’est juste un constat. Le logiciel, Repetier ou Simplify3D, ne change rien, la machine en elle-même non plus. Mon hypothèse est que Windows gère mal (ou pas du tout) les éventuelles perturbations électromagnétiques qui engendrent des erreurs de transfert. Note qu’avec un portable, windows génère moins de soucis; les perturbations viendraient-elle essentiellement de l’alimentation?
La VM n’est pas un test, c’est un indice de plus qui désigne le coupable.
oui moi non plus je n’ai pas compris tous les termes.
concernant les filaments, d’après vos tests, quelle marque conseilleriez vous?
Les meilleurs filaments ABS -et de très loin- sont les OPtimus. Le distributeur français est un pote, j’avais fait une petite interview il y a quelques temps.
parfait je vais commander quelques bobines 🙂
dernière question : j’ai démonté les deux plaques des côtés de la leapfrog parce que j’ai mis en place une webcam pour visualiser l’impression depuis chez moi via teamviewer. Du coup il est préférable que je remettes les parois pour de meilleures impressions?
Si l’imprimante est dans une pièce fermée et sans visiteur, ça ne sert à rien de tout remonter. Les plaques permettent sans doute de juguler les courants d’air mais je doute qu’elles soient efficaces dans une pièce soumise aux variations d’air (fenêtre ouverte, portes qui s’ouvrent et se ferment sans arrêt, personnes en mouvement, chauffage, ventilation, climatisation, etc.)
Certains makers préconisent de fermer carrément l’imprimante avec du carton, par exemple. Nous n’avons jamais testé cela.
je viens apporter ma pierre à l’édifice.
Je ne sais plus qui a posé les questions, donc je ne répondrai pas nominativement
Les criques, ce que j’appelle une pièce caca, est en fait les couches qui se décollent (principalement aux coins) sur la pièces. La raison est simple, la pièce se refroidit trop vite, et du coup les couches adhèrent mal entre elles. IL faut absolument mettre un carton ou produire dans une pièce plus chaude. Je possède plusieurs machines la plupart sont fermées et chauffées, mais j’en ai 2 une UP ( que j’aime) et une creatr HS ( que j’aime pas). Si je lance une pièce assez longue, je leur mets un truc dessus pour simuler une machine fermée ( cela évite les courants d’air….)
Pour la matière, effectivement les bons matériaux (l’optimus) tient bien à 280° , j’ai testé pour produire très vite, maintenant je me suis calmé, je tourne un peu moins vite. tout ça pour dire que les premium sont bien mieux que les bas de gamme.
Pour l’USB, n’étant pas informaticien, je laisse le débat de coté. En revanche, j’ai constaté certaines choses. J’utilise toutes sortes de logiciel ( simplify, repetier, kisslicer, slic3r…) J’arrive à tourner des heures durant avec le couple repetier/slic3r connecté à ma A2 ou A4 (le plus long 30h). Mais mes machines n’aiment pas être connectées déconnectées sauvagement pendant l’impression donc j’utilise ma carte SD. En revanche, pas moyen de produire directement raccordée au PC avec ma creatr HS, au bout de quelques minutes elle s’arrete. Mais je n’ai aucunes soucis avec la clé USB, pas de soucis. D’après le SAV leapfrog, il ne faut pas produire avec le câble.
Voilà
merci Yoan, et bonjour Dominique.
merci pour ces infos, et moi non plus je l’aime pas trop cette creat (1er génération)… elle m’en a fait des « pièces caca »! je vais tenter le coup du carton ou mettre le chauffage dans le bureau d’impression 3D. c’est une mini mini bureau donc peu de courant d’air ou passage de personne.
Concernant tes coupures j’ai eu le même soucis. Leapfrog m’a dit de brancher l’imprimante indépendamment de l’ordi niveau alim (pas de rallonge, multi prise ou autre. Direct au mur). J’ai eu moins de coupures mais quand j’allumai ou éteignais la lumière… et ben ca coupait..
J’utilisai aussi Repetier mais je suis passé sur Simplify3D. Et comme son nom l’indique, c’est simple! et encore moins de coupure 😉 je vous conseil ce logiciel qui pour moi et le meilleur.
salut salut!
Pour éviter les coupures le mieux est de brancher l’ordinateur et l’imprimante sur un onduleur.
Outre la protection contre les coupures de courant, un onduleur délivre un courant constant, sans aucune variation.
Bonjour! Moi aussi je vienon expérience avec la Creatr HS! Aucune déconnexion pour ma part sous Windows 8 64 bit (pour l’instant). Température de l’ABS (Leapfrog) : 235°. Pour éviter le warping de ma pièce pendant les premières couches, je mets le lit à 90°C et j’envoie du gros spray pour les cheveux de n’importe quelle marque (mais les marques plus chères fonctionnent mieux, elles restent liquides à 90°C alors que les pas chères de chez Aldi se solidifient assez vite!). Ensuite, pour éviter le warping en hauteur (et je ne peux faire ça que en mettant du spray pour les cheveux), je fais tomber la température du lit à 40°C après 5 couches. C’est bizarre mais ça fonctionne (ça m’a l’air logique puisqu’on réduit les gradients de température entre l’air ambient et la pièce). Ce site m’a notamment super aidé dans le tuning des paramètres de la machine :
http://reprap.org/wiki/Print_Troubleshooting_Pictorial_Guide#Print_Speed
J’espère que ça pourra également vous aider et merci Yoan pour ton blog! 🙂
Anthony
PS : Effectivement, le lit a l’air un peu ondulé, mais surtout quasiment impossible à régler en hauteur car les vis n’ont pas assez de « jeu » (dans le sens où on ne peut pas régler la hauteur aussi bas que ce que l’on devrait). J’ai donc mis toutes les vis à fond et réglé manuellement avec la feuille en levant mon extrudeur assez haut, puis adapté la hauteur de la première couche progressivement en imprimant une pièce de test aux 4 coins de la machine. Que du plaiz! 😀