
Améliorez vos impressions 3D : la sous extrusion
La sous extrusion est la différence entre la quantité de plastique nécessaire à la réalisation de votre pièce et ce qui sort réellement de la buse. S’il y a un manque de plastique, alors on parle de sous extrusion.
Aujourd’hui, aucune imprimante 3D ne calcule ou mesure la quantité de plastique réellement extrudée. Cependant nous pouvons agir de façon logicielle afin d’augmenter (ou diminuer) cette quantité de matière.
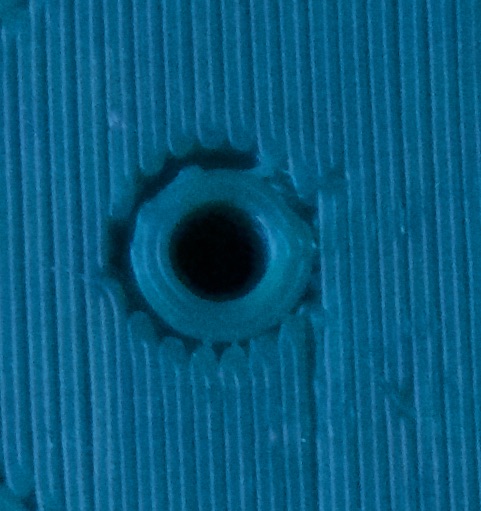
Sur la photo suivante nous voyons clairement le manque de plastique autour du trou.
Ce défaut peut-être corrigé. Il convient tout d’abord de vérifier si le diamètre du filament que vous utilisez correspond au diamètre du fil déclaré dans votre logiciel d’impression. En effet si ce dernier attend un fil de 3mm et que vous lui fournissez un filament de 1,75mm, le débit de plastique fondu sera forcément inférieur à celui nécessaire. Le logiciel s’attend à recevoir une certaine quantité de plastique et il va régler la vitesse d’entrainement du fil en fonction de ce volume.
Si vos paramètres sont corrects mais que la sous extrusion est toujours présente, poursuivez le processus de vérification en mesurant le diamètre effectif du filament à l’aide d’un micro-mètre ou d’un pied à coulisse numérique.
A partir de là, si la sous extrusion est toujours visible, voici ce qu’il faut faire:
- Augmenter le multiplicateur d’extrusion (extrusion multiplier). Sous Simplify3D, l’option se situe dans le premier panneau.
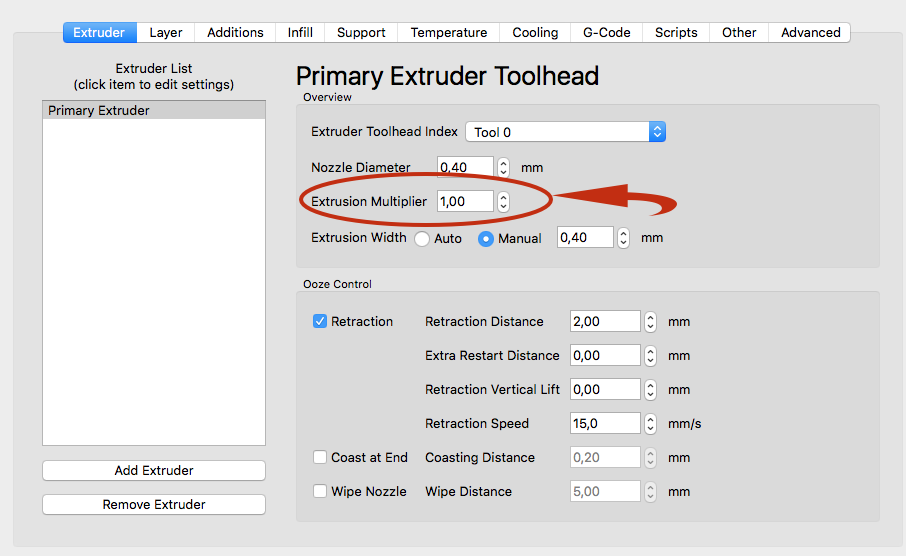
Bien entendu ceci est d’autant plus important si le diamètre réel de votre fil est inférieur au diamètre supposé.
Par défaut cette valeur est positionnée à « 1 ». Si vous la réglez à 1,05 cela signifie que vous extruderez 5% de plastique de plus.
- Réduire la vitesse d’extrusion. Si votre filament est très souple, gage d’une meilleure finition et d’un meilleur aspect, il aura peut-être tendance à générer de la sous extrusion avec certaines imprimantes 3D. Il sera alors peut-être nécessaire de réduire la vitesse d’impression. Cela dit, l’augmentation du multiplicateur d’extrusion devrait permettre d’éviter d’en arriver là.
- Nettoyer parfaitement la buse et la chambre d’extrusion. Ces deux pièces s’encrassent; le problème n’est pas visible quand on extrude à vide mais la pression exercée par le fil s’écrasant sur le lit ou la couche précédente suffit à réduire le débit.
- Vérifier l’état de la roue dentée qui entraine le filament. Elle s’encrasse rapidement et fini par s’user. Dès lors, elle n’entraine plus le fil comme elle le devrait.
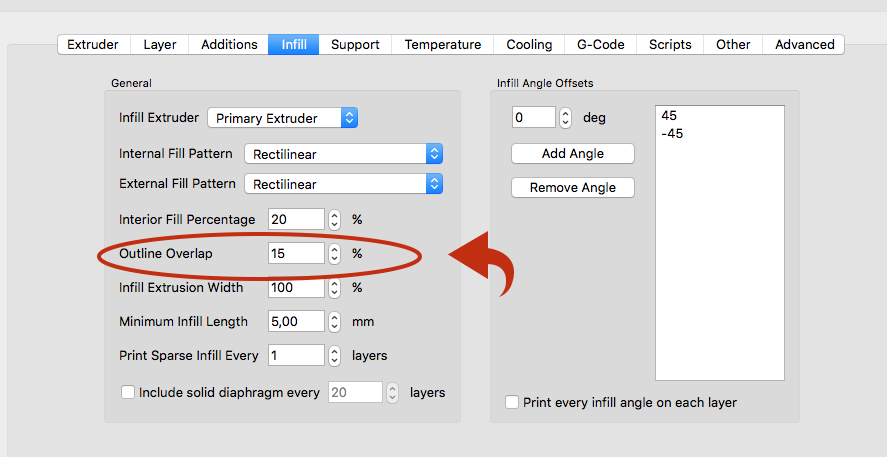
- Ajuster la liaison entre les lignes de périmètre et le remplissage. Un réglage logiciel permet aux différentes couches de se chevaucher et ainsi de combler les failles et les creux. Ce n’est pas à proprement parlé de la sous extrusion mais cela y ressemble. Sous Simplify3D ce paramètre se trouve dans le panneau « infill »:
Merci qui? Merci 3DPrint4ver.fr !






Laisser un commentaire