
Améliorez vos impressions 3D : l’adhérence au plateau
-« Dis ma couche pourquoi ça colle pas entre nous? » dit le plateau, froid et distant.
Véritable fléau, terreur du débutant, l’adhésion au plateau constitue la base d’une impression 3D réussie.
La clé de cette étape est l’adhésion de la première couche qui représente le socle de la pièce qui s’imprime.
En cas de problèmes d’adhésion, quatre points primordiaux sont à vérifier. Tout d’abord,
La mise à niveau du lit d’impression. L’extrémité de la buse d’impression doit être à une distance identique du plateau, quelque soit sa position. Par conséquent, il est indispensable de mettre le lit « de niveau », c’est à dire parfaitement horizontal. L’outil qui s’impose est le niveau à bulle. Beaucoup d’imprimantes 3D proposent un réglage par vis, situées au quatre coins du plateau.
Maj: Comme le fait remarquer un lecteur (Alex), l’usage du niveau à bulle est à exclure si votre imprimante n’est pas posée sur un support parfaitement horizontal. Par ailleurs, « niveau à bulle » est un terme générique pour désigner l’outil. C’est un niveau électronique qu’il faut utiliser et non l’ancêtre à bulle, trop imprécis.
Une fois le plateau mis à niveau, il est impératif de vérifier la distance entre l’extrémité de la buse et le plateau. Nous avons vu dans un précédent article qu’une buse trop proche du lit génère des soucis de débit de plastique et d’encrassement de l’extrudeur. Il ne faut pas non plus que la buse soit trop éloignée car cela laisserait le temps au plastique de refroidir avant de se déposer sur le plateau. Il n’y aurait pas d’adhésion au lit et pas non plus d’adhésion entre les couches. Vous pouvez agir sur les vis du plateau ou sur un « trimer » qui équipe certaines imprimantes et qui agit sur l’ensemble du lit sans modifier l’assiette. Cependant il est plus judicieux de réaliser ce réglage de manière logicielle. Avec Simplify3D procédez comme suit:
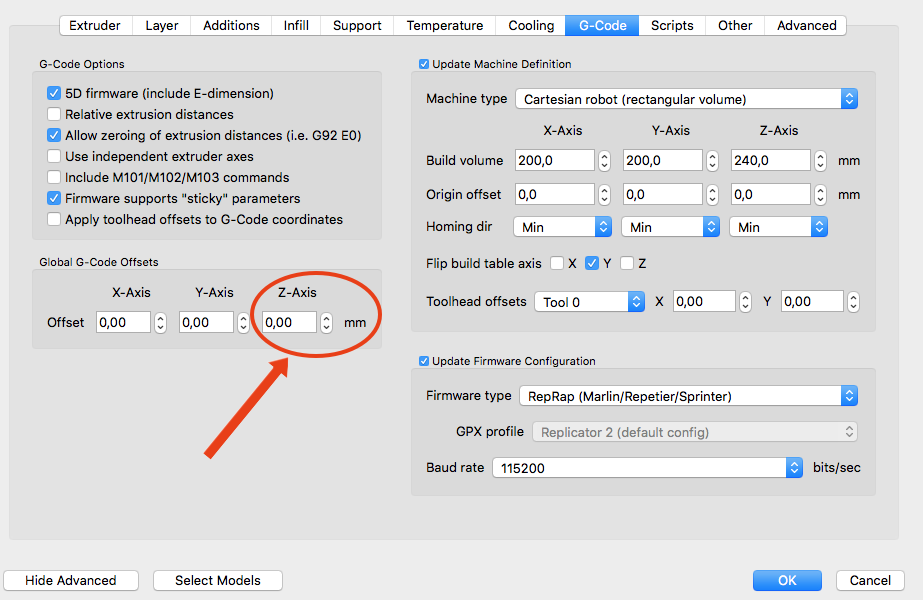
Cliquez sur “Edit Process Settings” afin d’ouvrir le panneau de réglages « process settings ». Puis sélectionnez l’onglet « G-Code ». Vous pouvez alors agir sur l’axe Z afin de générer un décalage très précis. Ajustez de 0,05mm et testez le résultat. Si cela n’est toujours pas optimal, ajoutez 0,05mm et ainsi de suite. C’est une opération longue est fastidieuse mais absolument indispensable.
Vous trouverez sur Thingiverse ou ailleurs des « cubes de réglages ». Ce sont 5 petits cubes que l’on imprime à chaque coin du plateau. Le dernier se place au centre. Si l’un ou plusieurs d’entres eux n’adhèrent pas, c’est que votre lit n’est pas à niveau. Si votre lit est de niveau mais qu’aucun cube n’adhère, c’est que la distance entre la buse et le lit n’est pas optimale.
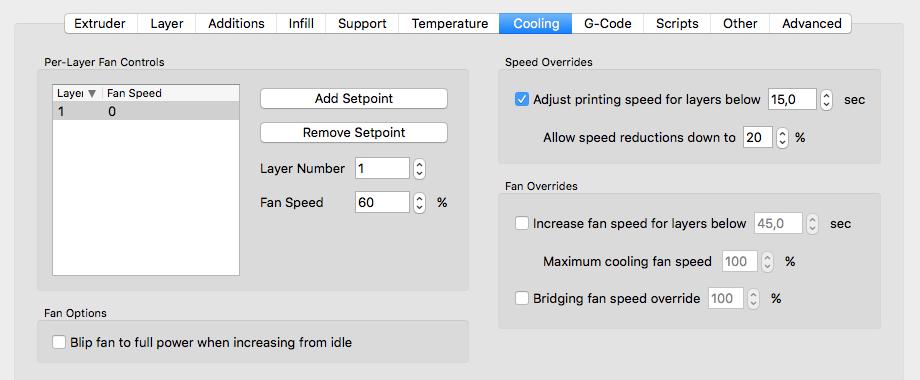
Le plateau n’est pas en cause et vous avez vérifié la distance mais vos pièces n’adhèrent toujours pas? Alors essayez de réduire la vitesse d’impression de la première couche. N’oubliez pas que celle-ci constitue le socle, les fondations de votre impression 3D. Par conséquent elle doit être parfaitement collée et même légèrement écrasée contre le lit. En réduisant la vitesse, vous laissez le temps à cette couche de se déposer et de se lier au plateau avant de recevoir les couches suivantes. Ce réglage est logiciel. Avec Simplify3D, cliquez sur « Edit Process Settings » puis sélectionnez l’onglet « Layer » (qui signifie « couche »), vous verrez un cadre marqué « Speed Layer First » (vitesse de la première couche). Si vous définissez une première vitesse de couche de 50%, cela signifie que votre première couche s’imprime 50% plus lentement que le reste de votre objet.
« AAAHHHA Fuck! Putain d’imprimante de merde! Mais tu vas coller, bordel! »
« Zut! Satanée imprimante! Continue à me provoquer et je jette un sort et zou! »
Réfléchissons. Le lit est plat et de niveau, la buse est à bonne distance, le filament est excellent mais ma pièce n’adhère toujours pas.
Il faut intégrer de nouvelles informations et apprendre quelques notions sur la manipulation des matériaux utilisés. La plupart des plastiques, certains plus que d’autres, se dilatent en chauffant et se rétractent en refroidissant. Vous comprendrez donc aisément que si le plastique formant la première couche se rétracte, il est logique qu’elle se décolle du plateau. C’est la raison pour laquelle de plus en plus d’imprimantes 3D sont équipées de plateau chauffant. En maintenant les première couches à une certaine température, on évite leur rétractation et on conserve ainsi une bonne adhésion au lit. Celui-ci devra à être chauffé à 60-70°C pour du PLA et à 100-110°C pour de l’ABS. Vous pouvez essayer de réduire et même couper toute ventilation pour les 5 premières couches pour du PLA et de couper totalement la ventilation pour de l’ABS.
Pensez également à isoler votre imprimante 3D des courants d’air.
Les adhésifs : En principe, les adhésifs ne devraient pas être nécessaires si votre imprimante 3D est correctement réglée. Cependant en pratique ils sont bien utiles car il suppléent les défauts, les déformations, les modifications de réglages de votre imprimante 3D. Les température élevées, les vibrations de vos pas sur le sol ou des véhicules qui passent à proximité, l’usure, l’encrassement, perturbent le fonctionnement optimal de votre imprimante. Ceci est d’autant plus vrai que l’imprimante est bas de gamme.
Pour avoir tout essayé, ma préférence va à la laque adhésive 3DLac. Elle convient à tous les matériaux, elle offre une puissante adhésion et se nettoie à l’eau. Avec un plateau chauffant l’effet est spectaculaire: les objets sont indécollables tant que le plateau est chaud et ils se décollent tous seuls dès qu’ils sont, avec le lit, à température ambiante. Il existe un produit concurrent, le DimaFix très efficace. Entre les deux je préfère la 3DLac car elle fonctionne également sur les plateaux non chauffants et elle dure beaucoup plus longtemps contrairement à ce que je peux lire ici ou là… Sur plateau chauffant, les deux produits se valent.
Bannissez les rouleaux d’adhésifs ou les feuilles de Kapton hors de prix. Bannissez également la colle UHU car la formule a été changée et son efficacité très réduite ne vaut pas l’encrassement du plateau. Par ailleurs, les bâtons s’usent très rapidement.
Certaines laques à cheveux sont très efficaces mais cette efficacité varie fortement en fonction du filament utilisé ainsi que de la température du plateau.
Quand tout à échoué c’est que le design de votre pièce accentue le phénomène de retrait du plastique. Il est alors nécessaire d’imprimer un « BRIM » et peut être même un « RAFT ». Certaines imprimantes, comme la Zortax M200, ne laisse pas le choix à l’utilisateur et impriment un « raft » systématiquement.
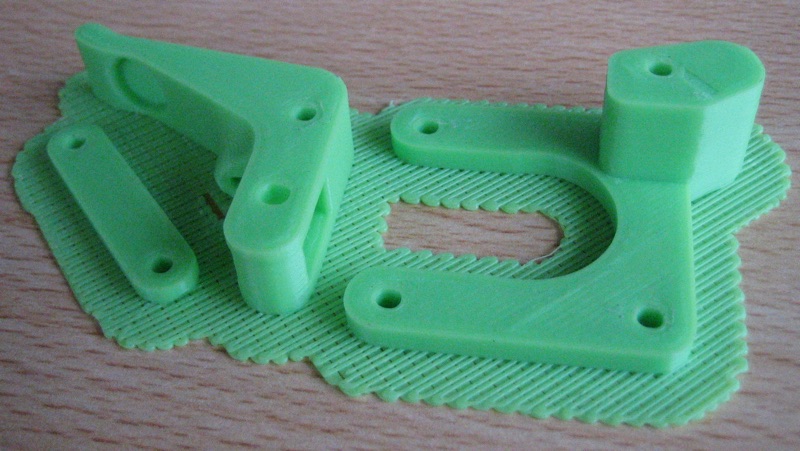
Imprimer un « BRIM » (bord) consiste à imprimer une première couche qui va déborder de la surface ordinairement prise par votre pièce. Ce débord est réglable. Un « RAFT » (autrement appelé « radeau » ou « semelle ») est une sorte de treillis qui sera imprimé en guise de sous-couche. Votre objet s’érigera sur ce treillis et non directement sur le plateau. C’est la souplesse de la structure de ce treillis qui l’empêche de se décoller. Par ailleurs, la quantité de plastique étant moindre, le retrait l’est également.
Le raft est extrêmement efficace, c’est la solution ultime quand tout le reste à échoué. L’inconvénient de ce processus est que d’une part, cela consomme du plastique et du temps d’impression et que d’autre part, la finition de la première couche de votre pièce sera médiocre.
Merci qui? Merci 3DPrint4Ever.fr!
Dans le prochain article nous nous attaquerons à l’amélioration de l’aspect de vos pièces.









» L’extrémité de la buse d’impression doit être à une distance identique du plateau, quelque soit sa position. Par conséquent, il est indispensable de mettre le lit « de niveau », c’est à dire parfaitement horizontal. L’outil qui s’impose est le niveau à bulle. »
Surtout pas un niveau à bulles !!!
Cela n’a aucun sens : si ton imprimante repose sur une surface inclinée et que tu mets ton plateau à niveau avec un niveau à bulles, la surface d’impression ne pourra jamais être à bonne distance de la buse partout !
Il faut vérifier l’équidistance de la buse avec toute la surface du lit d’impression en réglant les vis. 3 vis, c’est mieux car elles forment un plan de réglage. 4 vis génèrent plus de difficultés qu’autre chos.
Dans la plupart des cas, une simple feuille de papier de 80gr, soit environ 0,1mm placée entre la buse et le plateau donne la bonne distance buse-plateau
Oui Axel, tu as raison de le préciser, l’imprimante doit posée sur une surface horizontale si on veut utiliser le niveau à bulle. Une fois fait, il est très facile de calibrer de façon logicielle en « posant » la buse sur le lit et en déclarant un décalage de 0,05mm.
Cela dit, il vaut mieux utiliser un niveau électronique plutôt qu’un vrai niveau à bulle, pas assez précis.
Concernant la « feuille de papier », c’est, à mon humble avis, une méthode dépassée avec les imprimantes d’aujourd’hui. Celles-ci exigent davantage de précision.
Hello… Bonjour à tous !
Cet aprem je galérais un peu avec une creality CR 10 (une grande… 500x500x500) question adhérence du plateau en verre.
En même temps une tite faim. Je me suis découpé un melon… du coup j’avais les mains un peu collantes. A cause du sucre du melon…
Du coup je me suis dit : tiens… je vais essayer de badigeonner le plateau avec de l’eau sucrée… le sucre ça ne coûte rien, ça se nettoie vraiment facilement.
J’ai rempli un fond d’eau dans un pot, ajouté du sucre en poudre, presque jusqu’à saturation (le sucre commençait à avoir du mal à se dissoudre), bien mélangé, pris un pinceau de peinture bâtiment à poils fins, et badigeonné la totalité de ma surface à imprimer.
J’ai monté le plateau à 70 pour que ça sèche plus vite. Impatient de voir si mon idée était bonne… 🙂
Pour le coup, j’avais mon fichier d’impression déjà fait avec 60° pour les 2-3 premières couches, descendant progressivement à 50° sur 5-6 couches (sous Simplify 3D) pour finalement rester à 50° pour le reste de l’impression.
Piniiiiiiz !!! Ça marche d’enfer !!!
Il faudrait tester avec différentes concentrations de sucre, différentes températures, etc… Différentes combinaisons quoi…
Mon impression en a pour une vingtaine d’heures… après, je teste 🙂
Par contre, je n’ai pas encore décollé la pièce… Du coup… j’espère que ça ira… si ça ne va pas à froid, j’essayerai en réglant la chauffe au max. Je verrai bien à quelle temp ça lâche… hihi !
Je n’ai pas non plus, bien sûr, pu voir l’état de surface de la face contre la vitre… ça se trouve, c’est moche… 🙁
Et puis, il n’est peut-être même pas nécessaire de chauffer le plateau… sauf pour faire évaporer l’eau…
Affaire à suivre …
Alors? 🙂
C’est génial de penser à de telles solutions possibles ! Mais il faudrait diffuser la suite de l’histoire !
Risque de caramélisation non ? Comment enlever le sucre du plateau ensuite , avec de l’eau chaude ? Est-ce qu’un imprimer sur une feuille qui contient des microfibres ne suffirait pas à mieux tenir une pièce en construction ? Il faudra bien fixer la feuille en question par contre, mais je testerai une prochaine fois ! Moins de risque de caramel que je pourrais être tenté de lécher….
Bonjour, je possède une Anycubic Mega S.
Je viens de lire tout votre post sur l’adhésion au plateau,notamment sur la façon de régler via Simplify3D la distance entre le plateau et l’extrémité de la buse.Y’a t’il une valeur moyenne?Car ,après avoir mis 0,95 mm,je ne vois pas de différences significative.Et en allant plus haut non plus.
Merci
Si vous utilisez du PLA, cette matière pardonne beaucoup d’erreurs. Ne voyez-vous pas de différence sur l’adhérence de la pièce sur le plateau? Plus vous rapprochez la buse du plateau, plus la pièce collera au plateau.
Si vous tentez un jour d’utiliser de l’ABS, du nylon ou du polycarbonate, alors il faudra régler de façon précise la position de la buse sinon vos pièces n’adhéreront jamais.
J’ai un souci avec une imprimante delta Flsun QQ S pro
avec le PLA je n’arrive pas à avoir des pièces géométriquement cohérentes avant d’avoir atteint la hauteur de 20 mm. Il y a un système d’auto leveling assez cohérent, le bed est chauffant je n’ai pas vraiment de warping avec les paramètres de base : bed 60° impression 200°. Cependant le petit cube test XYZ va sortir avec 2 défauts il sera à eu près cubique pour les cotes mais légèrement trapézoïdale avec une légère courbe en Z et les paroies verticales sont légèrement « ondulées » avec une sorte d’effet d’écho sur la typo.
Assez bizarrement si j’imprime une pièce verticale comme un tube régulier cet effet va se reproduire sur les vingt premiers mm pour disparaître et finir sur toute la hauteur (jusqu’à 360 mm) sans défaut apparent sans autre décalage de couche.
Comme je n’ai pas trouvé d’astuce logicielle en jouant sur les paramètres chaleur (entre autres) je me suis tourné vers tous les paramètres de triangulation physique en vérifiant les serrages de tous les éléments et les tensions des poulies sans succès, j’ai même pratiqué un leveling manuel très précis au cas ou l’auto serait défaillant sans succès non plus.
J’ai assimilé ces effets d' »ondes ou écho » à un surcroît de vibrations mais l’imprimante est installée sur une table très stable et parfaitement horizontale et de plus elle est extrêmement silencieuse.
Bref pour l’instant je pallie ces problèmes en confectionnant des radeaux de 20mm d’épaisseur mais ce n’est pas très rationnel. Si quelqu’un a une suggestion (à part une mise à jour du firmware que j’ai faite) ..?
Mon hypothèse:le fil ne refroidit pas assez vite sur les 20 premiers mm.
Deux choses à vérifier:
– Le plateau est peut-être trop chaud pour ce PLA
– La ventilation n’est pas assez forte sur ces 20 premiers mm.
Merci pour tous ces conseils!
J’ai malheureusement des problèmes d’adhésion du PLA sur mon plateau froid dans une pièce à 18 degrés sans courant d’air. J’ai tout essayé mis à part le brim/raft, et l’arrêt de la ventilation.
Je vais tenter l’arrêt du ventilateur les premières couches, sinon le brim ou raft, et si ça ne marche pas, peut-être un caisson pour arriver à une température un peu plus élevée… Sinon faudra chauffer le plateau.